
![]()
![]()

The art of making sintered metals—especially “self-lubricated” bearings—was dramatically advanced when an inventor visited Carl Breer’s lab at just the right time.
Breer and his people were trying to stop lubricant from getting into clutches. GM’s solution, bushings made of compressed powdered copper with graphite, often crumbled when they were installed. When inventor and engineer Charles Frederic Sherwood stopped by—seemingly at random, as Breer tells it—Breer assigned a research metallurgist, Bill Caulkins, to work with him on the problem.
Sherwood had started patenting sintered motor and generator brushes in 1927, possibly before that meeting (and maybe the cause of it). To make the first successful self-lubricating bearings, he compressed powdered copper, some tin, and a tiny amount of graphite, and anaerobically heated it to melt the metals. That basic process, called sintering, was not unusual and in fact was similar to GM’s work. What set Sherwood’s work apart was putting the new parts into a vacuum, filling it with oil, then putting the oil and parts under pressure (the method is described in much more detail in the patent). That forced oil into the bearings; when the pressure and oil were removed, the bearings could be cleaned off, and they would seem perfectly dry. When the temperature rose through friction, though, the oil came out. When the temperature dropped again, the oil was re-absorbed.
Charles Federic Sherwood’s work with Caulkins led to the first patents for Oilite bearings, filed in 1929 and 1930 by his own patent holding company. This was not unusual; Carl Breer often worked with outside vendors on a “you keep the patent” basis, and in fact had, after Chrysler made hydraulic brakes practical, the company had assigned its own intellectual property to Lockheed. Sadly, Charles Frederic Sherwood died shortly after, in 1933, at the young age of 50.
Since Oilite bearings could hold oil in up to a third of their volume, they were ideal for use in ball joints, water pumps, distributors, generators, starters, engine bearings, and, helping with Breer’s original problem, clutch pilots. The first Oilite bearings were used in cars in 1932, along with new Oilite springs made of oil-impregnated bronze, which eliminated squeaking (used in the Floating Power system).
Chrysler quickly set up a division to sell these products and other discoveries—Amplex Corporation and its Oilite Division. The bearings were quickly joined by other sintered metals, including iron and bronze, forming both bushings and gears. Business boomed; by 1935, they had a five-acre, nine-story plant on 6501 Harper Avenue in Detroit, with nearly 200,000 square feet of floor space, making air conditioning and heating equipment, marine and industrial engines, and other “high-grade specialties.” The plant was right on the future I-94, quite close to Dodge Main and the Lynch Road Plymouth plant. Amplex made money during the Depression; in wartime, its sintered metal parts saved time and precious manpower, replacing formerly machined parts.

Another story, recounted in a Chrysler book published in the 1940s, claimed that Oilite was started because higher-compression engines overloaded existing bearings, and larger bearings would have required larger, heavier engine blocks, with high expenses and diminishing returns. Breer’s research labs analyzed causes of bearing failure, using among other tools microphotography, spectrography (to look for metal contamination); oil analysis; and X-ray diffraction (to find the grain structure). An early fix was “Superfinishing” the journals, removing ever so slight roughness that could cause wear.
Breer thought a “porous powder strip metal in continuous form” could replace gasoline strainers, which at the time were an expensive wire mesh. Pursuing this goal led them to a new type of steel-back bearings: they heat-treated the sheet steel strips, and formed them into new shapes. Bill Caulkins and his associates finally succeeded, providing a far more effective strainer. Breer wrote about the humorous side of this new invention (and you can decide if he was kidding):
...one of our executives ran out of gasoline in the country [and asked a farmer for a pail of water]. The farmer graciously complied... and saw the executive pour water into the gasoline tank. To the farmer’s astonishment, our executive stepped on the starter and away he went! What really happened was that our new strainer was so effective that it had let the gasoline through but not the water. When the water was added to the gasoline tank, it raised the little gasoline left in the tank to where the strainer would let it through, enough to let him make it to the nearest gas station.
According to the company, the Army tested numerous filters, and this was the only one that met their needs; it was a standard feature on many cars through the 1950s, ending the need for a glass sediment bowl.

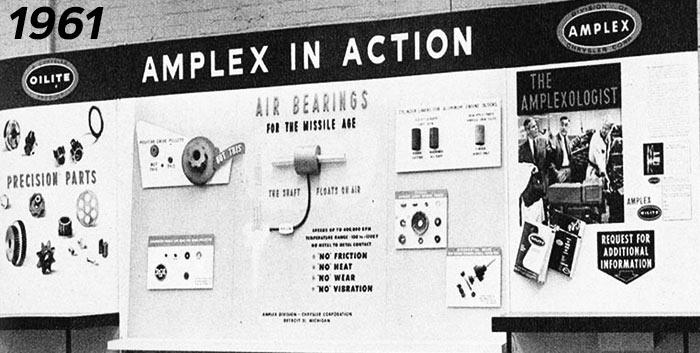
In the 1950s, Amplex started making abrasives as well.The company was eventually moved into the Diversified Products Group, which housed Airtemp, Cycleweld, and Marine and Industrial Engines. By 1961, the division had a second plant in Trenton, Michigan, and had just launched a line of iron-based sintered parts to extend lubrication intervals in cars and trucks. In 1965, with sales at a record level (24% over 1964), Amplex unveiled an upgraded aluminum Oilite bearing for special industrial applications. Over 1965, a third factory, in Van Wert, Ohio, was commissioned and in production. At this point, the Chrysler Amplex Division was the largest powdered metal parts maker in the nation, with over 6,000 products; and it soon added cold extrusion and ceramic magnet products.

By 1976, the Trenton facility had been switched to chemical production and was dubbed Trenton Chemical. The other two factories were still in active service. That appears to have been the last year there was any mention of Amplex in Chrysler annual reports. The emphasis switched to debt and sales of global assets as Chrysler tried to retrench and pay its bills while markets changed.
Confusingly, another company was named Amplex; it too made abrasives and electroplated objects as well. Norton Company bought it in 1986, keeping the Amplex brand name for abrasives to this day. As for the original Amplex—
In late 1988, with money tightening, Chrysler sold Amplex, in its entirety, to ICM Industries, a privately held auto parts supplier founded by former International Harvester executives Rutherford and David Shelby. They had already tried to sell their entire corporate parts group, then named Acustar, as GM would sell Delco and Ford would sell Visteon. The Harper Avenue plant where Amplex had started out had been closed down and was now a Superfund site; but it would be successfully cleaned up and sold in 2018. Interestingly, the site is literally next door to the GM Factory Zero (Hamtramck).
Just one year later, ICM purchased Pullman Company’s Ferralloy metals division, with MAAG Gear-Wheel & Machine Co. of Zurich. They operated Ferralloy as a joint venture, and threw Amplex into the mix, renamed ICM/Krebsoge. The company remained in Detroit, and employed 1,150 people. ICM/Krebsoge, which started out as the largest producer of powdered-metal parts in North America, was led in its early years by president and part-owner Kim E. Schatzel, a woman who started as a management trainee.
ICM/Krebsoge was moved into a holding company, Powder Metal Holding, early in the 1990s; a third of this holding company was sold to Cleveland-based Sinter Metals, Inc., in 1993. Sinter Metals bought the rest of Powder Metal Holding in 1996, making it the largest producer of powder metal components (Powder Metal had been the second largest). This medium sized fish was quickly purchased by a bigger one, GKN plc, in late 1997, and renamed GKN Sinter Metals. It is still the world’s largest producer of powdered metal components. You may ask where this newcomer, GKN, came from; the company began in 1902 as Guest, Keen & Nettlefolds Ltd. Its roots go back to Dowlais Iron (1759), John Sutton Nettlefold’s screw company (1854), and Patent Nut & Bolt Co. (1864).
While the sale of Amplex may have been inevitable, it began an investment-banking binge for the group which must have been disturbing for the employees, and robbed Chrysler of a piece of its history. However, its sale bought time for Chrysler to reinvent itself, producing cars from the Viper to the Neon.
From Chrysler’s 1940s book (published somewhere from 1941 to 1947):
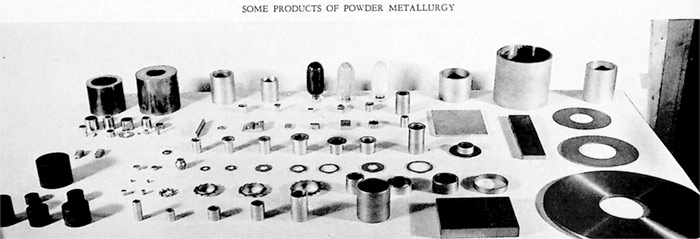
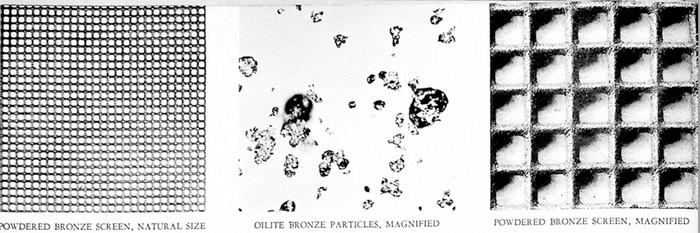
Products made of finely powdered metals, processed and pressed hydraulically into desired shapes, provide one of the most interesting examples of pioneering work done by Chrysler Corporation. The piece of screen, upper left (shown magnified, upper right), was made of finely powdered copper and tin, processed and molded into finished form without the necessity of first making wire and then weaving it into the required pattern. Powder metallurgy has many applications, two of the most significant being Oilite and Super-Oilite bearings.
Prior to Chrysler Engineering there had long been and still are, what are known as "Oil-Less" bearings. These are of graphite bearing bronze. Graphite, a metallic element, has a slippery soap-like consistency which minimizes friction. It is the graphite alloyed in lead pencils which allows the point to slide scratchlessly over the paper, leaving a track of black lead or carbon behind.
Long ago engineers became enthusiastic over the idea of alloying bearings with graphite, for the latter had no strength characteristics suitable to structure into bearings and had to be mechanically supported by other metals. These Oil-Less bearings were found suitable for certain low pressure, slow motion special work where ordinary open oiling methods were impractical. But their limitations caused Chrysler engineers in 1926 to seek further, in order to develop beatings that could be isolated from oiling attention yet sustain severe loads and at least moderate speeds. They developed “Oilite” bronze and iron “Super-Oilite.”
Both Oilite and Super-Oilite are made from very fine powdered virgin metals (around 300 mesh). The former of 88.5% copper, 10% tin, and 1.5% graphite— the latter of 73.5% sponge iron, 25% sponge copper and again 1.5% graphite. Both are briquetted at high unit pressure, heat treated, impregnated with oil or grease. Their microscopic porosity will absorb oil up to 35% of the bearings volume, will not drip this out. Super-Oilite can support bearing load pressures up to 30,000 lbs. per square inch, Oilite up to 5000.
These have found many important uses—at 19 vital points in Chrysler, DeSoto, Dodge and Plymouth cars and Dodge trucks—are employed widely in aeronautical, air-conditioning, electrical, business machines, railway, machine tool, textile, clock and watch industries and in innumerable other industrial products. So extensive is this Chrysler Corporation development that a special division—the Amplex Division, was set up in Detroit. Research work on powdered metal bearings is carried on both at Amplex and by the Engineering Division.
Copyright © 2021-2025 Zatz LLC • Chrysler / Mopar car stories and history.
YouTube • Editorial Guidelines • Videos
Tailfins Archive • MoTales on BlueSky