
![]()
![]()
Warren “Bob” Steele spent 32 years at Chrysler Corporation, 22 of them in Cost Estimating and Planning—a department he had a hand in building.

The job of a cost estimator was to work with product planners, designers, and engineers, and try to figure out the cost of proposed designs and how they related to existing models and to competing vehicles. Chrysler itself said the goals for estimators were to:
Warren wrote, “We had departments full of cost-estimating personnel. Most of them were from the manufacturing activities, processing engineers, that sort of thing. ... The people that knew how many cycles-per-second you’d get off a machine or how many pieces of a die casting you’d get out. They were very effective and they were process engineering people. We were staffed with these kinds of people early on, and it became increasingly difficult to get good people. At various times we tried raiding the plants, and they didn’t want to let any of their good process engineers go.”
Estimates include direct labor, (salaries for people bolting cars together) and overhead (consumables, such as grease, and fixed costs of factories, conveyors, and so on). They also found predictable errors. People would complain that a part predicted to cost $2.25 would end up at $2.45; and so they put in a reserve for contingencies; “sometimes 5%, sometimes 10%, but we’d always put that in as a line item below our estimating numbers.” That led to a battle until they showed people their experience. Warren noted, “They got off our backs on that early on.”
To find material costs, they started by talking to people from the plants; some people knew off-hand how much Chrysler was paying for various materials. Warren said that for a long time, “the plants didn’t want to let anybody know what it was really costing them to make their engines or whatever. For a long time, every estimator had his own little bible in which he had what he thought the cost of material was. Eventually, we were able to get detailed material cost charts.”
They also had to figure out overhead for the taxes and the salaries of the plant managers and all; “it became a real chore to pry all this information out. Everybody had their own little kingdom, as it were.”
It was relatively easy to figure out the direct labor, and by doing so, they could find some hefty savings. At one point they were working on the cost of making a big V8 block. When the casting was done, the guys on the line would wrestle it up onto the conveyors. That made the labor much higher than anybody had anticipated, and higher than the block it replaced. Warren had to explain the extra cost—the block weighed 73 pounds, and anything over 70 pounds required two people to wrestle it around.
Warren said that when the managers heard the explanation, they said, “Well, okay, send it back to Engineering and see if they can redesign the gussets or whatever on the block, take out three pounds, and maybe we’ll get down below that threshold of 70 pounds”—and they did. Warren concluded, “That’s another thing that you’ll see a lot in this estimating business, where you alert the system to problems like that.”
Warren spent most of his time in chassis electrical; another group handled the body. A teardown group brought in competitors’ vehicles, tore them apart down to the last nut and bolt, and put the parts up onto boards to be compared with the equivalent Chrysler product.
Normally, they used a “plus and minus” way of estimating. For example, when they developed a diesel slant-six, the engineers asked the cost estimators to see how much more or less it would cost than the gasolnie version. Doing a full cost estimate of each engine would ble far too expensive—“you would have to completely run through everything from stem to stern.” Instead, they would compare the parts that were different, diving into the material itself, the weight, and such.

For years, there was no manual, book, or written procedure for cost estimation. Eventually, Warren found one book: Realistic Cost Estimating for Manufacturing. It was written in 1968. Its introduction noted that cost estimating was not meant to come up with exact figures, but likely ones that would be roughly correct; finding the exact numbers would be too expensive, even if they could be found. They found this book near the end of Warren’s time at Chrysler, and it dovetailed with their practice of having a reserve for contingencies. Overall, Warren said it was a decent guide.
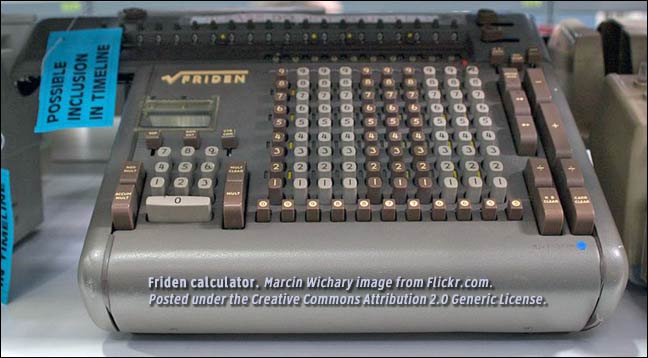
When the group started up, led by Ernie Rothaar, every estimator had a complex, expensive Friden calculator for calculations; another register had had direct costs for the classifications of labor, another for variable overhead and another for fixed overhead, even one for contingency percentages. They eventually moved to personal computers, which kept all the material types, product codes, and costs.
When the company moved to front wheel drive with the L body cars, they were a major departure from the past, but Warren said it wasn’t all that hard. At first, the front drive vs rear drive arguments had to be costed out; the company mocked up both designs, and found front drive to be substantially more expensive for roughly the same size car, due to expensive constant velocity half shafts, radial tires, and such. (Engineers projected the costs of these parts to fall dramatically as demand grew, and that did happen.) The group also had to estimate weight. Warren remembered, “What sticks in my mind here what engine to use, we had no small motor. —what to do? We settled on the small VW 1.7L engine for a time, until our own 4 cylinder came on stream. That VW engine was really bad.”
As for racing cars: while the group sometimes lent a hand, costs were usually handled by the teams.
When the division was created just after World War II, Chrysler was still dominated by Engineering, and that’s where they put cost estimation—indeed, that’s also where Styling was. Whatever Engineering created, Warren recalled, “the manufacturing people would make it, the sales guys would sell it, and the service guys would service it, etc.”
As time went on, it became clear that the cost estimators had to be independent, because if the engineers really wanted something, they could “engineer the costs in their direction.” There was a major discussion, during which Purchasing was ruled out—because then Purchasing might use the department the same way, but to prove that their buying habits were good. The same problem occured with Manufacturing—they would be inclined to make the costs favorable to making something in-house. Even Product Planning had the same risk (though cost estimation was parked under Product Planning for a time).
By this time, Finance was growing, and the cost estimators ended up there, though most of the accountants had no idea of what they did or how they did it (Warren said). “Even though we reported to Finance, they pretty much left us alone.”
Physically, though, the department never moved.
Purchasing, eventually wanted proper cost estimates to use as targets. Warren wrote an example which explains why:
Once there was an EGR valve that cost about $5. We cost-estimated this valve in detail, and they were still charging us about $1.50 more than we thought that that should cost. All our figures made sense, so we finally met with somebody, and they said, “Well, that cast iron part is expensive, we don’t have any of that kind of machining, so we just bought it from somebody, and here’s what we paid them.”
We said, “Okay, we’ll find somebody that’ll make it for what our cost estimate was.” All of a sudden, we had a big cost reduction on that EGR valve. Those kinds of things went on and on and on.
$1.50 may not sound like much, but they could easily use over a million EGR valves per year—which means that dollar and change becomes well over a million dollars.
Warren Steele reported to 12 people over time. Ernie Rothaar was his first boss; Ernie had led costing at the Evansville War Plant during World War II before starting the corporate cost estimation department. He was from Strasburg, on the ever-shifting border of Germany and France, and kept a thick German accent. Warren recalled:
He painted word pictures that you could just see this, you know? He painted these pictures so wonderfully. He told me once, “These engineers up there, they don’t know this business that they’re in it.” And you had to stop there and think a minute.
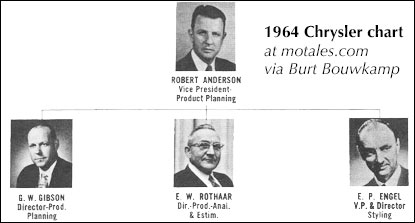
According to product planner Burt Bouwkamp, after Ernie retired, they used the post to train high-potential Finance executives. Ernie’s direct replacement, Roger Helder (Warren described him as “a real gentleman”), later became Corporate Controller.
Then came Neal Moore, Tex Herron, and Don Morrisey; then two executives headed for fame, Bob Miller (later to work closely with Lee Iaccoca and then chairman of AIG, CEO of Delphi, and CEO of Hawker Beechcraft) and Jerry York, known as part of Chrysler’s boom-time “Dream Team.” Then came “Dave from Finance,” for a short time—he never actually visited—John Wurster, Walt Anderson, Irv Rock, and Dick Schneider, Warren’s final boss when he retired in 1987.
Through all Chrysler’s troubles, the department was seen as vital and survived “essentially intact.” When Iacocca was negotiating the bailout, nearly all areas of the company were closed, but not cost estimation.
Coming soon: Stories from Cost Estimation
Copyright © 2021-2025 Zatz LLC • Chrysler / Mopar car stories and history.
YouTube • Editorial Guidelines • Videos