
![]()
![]()

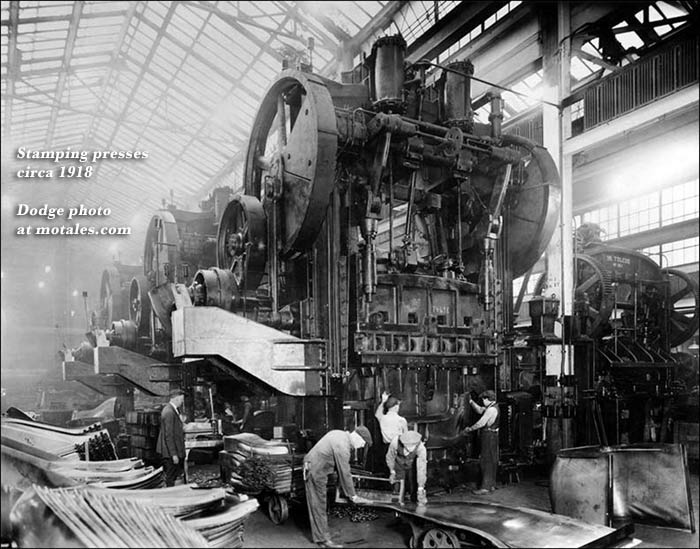
As described in the 1950s, the Tool Engineer created the machines, stamps, and dies—the tools, in short—to produce engines quickly, cheaply, and well. This was a tough job. It was also quite important; in World War II, tool engineers had a major role in making Bofors guns available at a volume, price, performance level, and quality which were orders of magnitude better than the original machines.
Tool engineers were often college graduates; today they have evolved into production engineers. The job was quite large. They had to:

Outer Drive / Mount Elliott Tool & Die, where many tools and dies were made by Chrylser, for Chrysler
The tool engineer had to be a mechanic with practical mechanical experience. The training for this position included the saying, “the difficult job can be done at once; the impossible takes just a little longer.” They reported to the plant master mechanic or its assistant master mechanic.
The tool engineer had numerous balancing acts, as all engineers did. The engineer could spend a great deal on specialized machines that saved on labor, or spend less and allow for more labor cost and greater flexibility. They could, as noted earlier, suggest changes in design or construction to simplify production, cutting cost or improving quality or volume.

Each plant’s master mechanic could authorize small amounts without authorization; after that, as the amounts got larger, they needed approval from the plant manager, a vice president, the Operations Committee, and, finally, for very large amounts, the Finance Committee, with a project number assigned.
Over time, equipment became more and more complex as automation took hold, and eventually computer controls dominated. Many of the existing technicians learned to program and repair the new machines, but the master mechanic position slowly faded away through the 1960s and the tool engineer gave way to the production engineer.
Each plant still has people to fix the tooling and sometimes built or adapt fixtures; and their skill keeps plants up and running. Plants which give their key engineers and technicians freedom and resources can overcome immense obstacles, and the stories they tell in private include daring raids on other plants and tales of shoestring repairs.
Chrysler knew that suppliers liked having engineering changes after the start of production; they could raise their prices to fix “errors of judgment produced by competitive stress” when they were bidding. That meant that the tool engineer had to be, in the words of Chrysler Institute of Engineering training, “a first-class detective and an astute diplomat.”

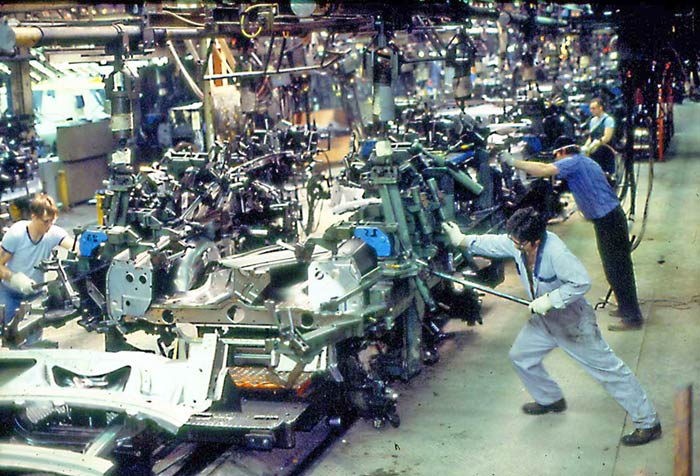
Modern engine line before installation; machinery is wrapped in protective plastic
Avoiding expenses was also handy, and part of the job was knowing when existing supplies could be rebuilt or adjusted to make something new. Some engineers and technicians also became quite good at scrounging for unused equipment at other plants as the years went on. Plants had a machine repair department to help; or they could have a vendor update equipment.
As with blueprints for the cars themselves, machines had to be documented, with operation sheets and design orders for making or changing tools. Operation sheets describe operations, the machines, and the fixtures, dies, tools and gauges. Each tool was given codes—usually a prefix, the number of the part to be machined, the letter of the tool, and an arbitrary number. The tool letter was F for fixtures, D for dies, H and T for special tools, and R and G for gauges. Gauges could be one, two, or three dimensional, to check one or more specifications at the same time.
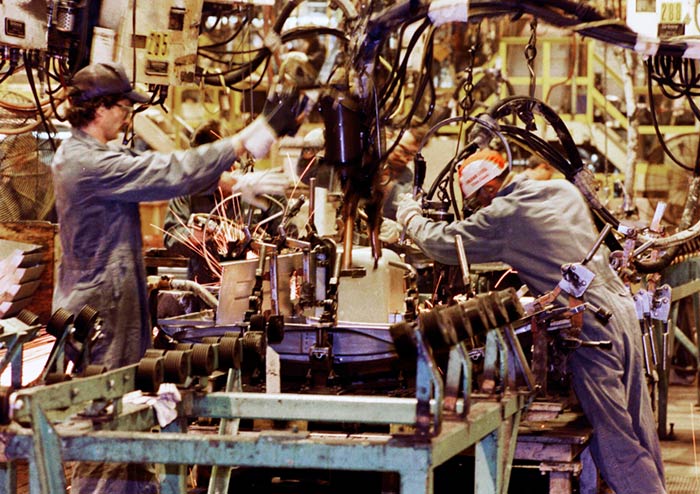
After designing and setting up production lines, the tool engineer had to make sure they worked, fixing any bugs and bottlenecks. This could test the mechanical skill of an engineer, which is why they were supposed to be excellent mechanics. A good tool engineer would plan ahead for this phase, including allowances for problems when they made their original cost estimates.
Chrysler apparently had some problems getting enough college graduates to become tool engineers; despite a long apprenticeship, they could look forward to a long career with high demand. If the car industry failed, or if they got bored of it, they could work in aeronautics or any other kind of heavy manufacturing.
Source: Chrysler Corporation training materials, conversations, and general background
Copyright © 2021-2025 Zatz LLC • Chrysler / Mopar car stories and history.
YouTube • Editorial Guidelines • Videos